1.什么是柔性制造单元[1]
柔性制造单元是在制造单元的基础上发展起来,又具有一定的柔性,是柔性制造系统朝小型化与经济化发展的产物。
2.柔性制造单元的基本组成[1]
1.由数控车床和加工中心(含CNC)混合组成的加工设备
加工回转体零件的车削单元的设备一般不超过4台;加工非回转体零件的单元一般选用一台加工中心作为基本加工设备。
2.单元内部的自动化工件运输、交换和存储设备
自动化工件运输、交换和存储设备具体随工件特点及其在单元内的输送方式而定,工件在单元内的输送方式有以下两种:
1)托板输送方式。该类FMC适用于加工箱体或非回转体类零件。为便于工件输送及其在机床上夹固,工件(或工件及夹具)被装夹在托板上,工件的输送及其在机床上的夹紧都通过托板来实现。具体设备包括托板输送装置、托板存储库和托板自动交换装置。
2)直接输送方式。该类FMC适用于加工回转体零件。工件直接由机器人或机械手搬运到数控车床、数控磨床或车削中心上夹紧加工。机床邻近设有料台用于存储坯件或工件。若FMC需要与外部系统联系,则料台为托板交换台,工件连同托板由外部输送设备(如小车)输入单元或自单元输出。
3.FMC控制系统
FMC控制系统实现对于加工中信息的处理、存储和传输,一般分两级,分别是单元控制级和设备控制级。
(1)设备控制级设备控制级是针对各种设备,如机器人、机床、坐标测量机、小车及传送装置等的单机控制,功能是把工作站控制器命令转换成可操作的、有次序的简单任务,并通过各种传感器监控这些任务的执行情况。设备控制级一般采用具有较强控制功能的微型计算机、总线控制机或可编程控制器等工程机。
(2)单元控制级单元控制级是指挥和协调单元中各设备的活动,处理由物料贮运系统交来的零件托盘,并通过控制工件调整、零件夹紧、切削加工、切屑清除、加工过程中检验、卸下工件以及清洗工件等功能对设备级各子系统进行调度。单元控制系统一般采用具有有限实时处理能力的微型计算机或工作站。单元控制级通过RS.232接口与设备控制级之间进行通信,并可以通过该接口与其他系统组成FMS。
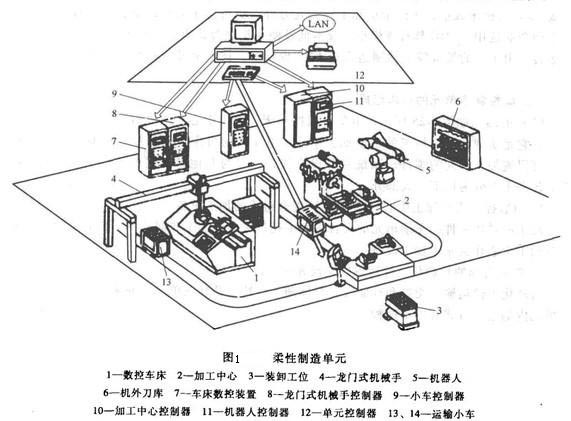
图1所示为一以加工回转体零件为主的柔性制造单元。两台运输小车在工件装卸工位3、数控车床1和加工中心2之间的输送工件,龙门式机械手4为数控车床装卸工件和更换刀具,机器人5进行加工中心刀具库和机外刀库6之间的刀具交换。控制系统由车床数控装置7、龙门式机械手控制器8、小车控制器9、加工中心控制器10、机器人控制器11和单元控制器12等组成。单元控制器负责对单元组成设备的控制、调度、信息交换和监控。
图2所示是某一带托板库的柔性制造单元。单元主机是一台卧式加工中心,采用双机械手换刀,配有8工位自动交换环形托盘库。托盘库3台面支承在圆柱环形导轨上,由内侧的环链拖动回转,链轮由电动机驱动。托盘的选择和定位由可编程控制器控制,具有正反向回转、随机选择及跳跃分度等功能。托盘的交换由设在环形台面中央的液压推拉机构实现。托盘库3旁设有工件装卸工位,机床两侧设有自动排屑装置。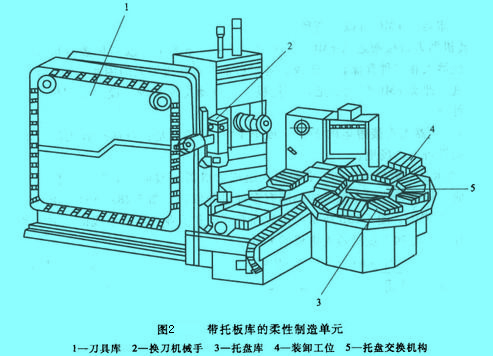
3.柔性制造单元的基本形式[1]
1.托板存储库式FMC
这类柔性制造单元由加工中心和托板存储系统组成,主要用来加工非回转体零件,托板的选定和定位由PLC进行控制。按托板库的结构形式可分为以下3种:
1)环行托板库FMC。图3所示为由一台加工中心和配有10位环形托板库组成的FMC。托板库沿长圆形轨道运行,实现托板的输送和定位,托板上装夹有工件。环形工作台用于工件的输送与中间存储,托板座在环形导轨上由内侧的环链拖动而回转,每个托板座上有地址识别码。当一个工件加工完毕,加工中心发出信号,由托板交换装置将加工完的工件(包括托板)拖至回转台的空位处,然后转至装卸工位,同时将待加工工件推至加工中心工作台并定位加工。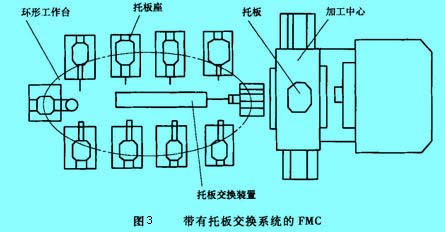
2)圆环托板库FMC。托板库圆周分布,托板在装卸工位、机床自托板库各个位置之间输送,通过库中央的专门搬运装置实现托板的输送。
3)直线形托板库FMC,托板库为直线形,托板输送装置常为有轨小车。这种单元的优点是具有扩展性,需要时可增加加工设备,加长运输轨道和托板库,扩展成更大的FMC或其他柔性制造系统。
2.机器人搬运式FMC
这种FMC由加工中心、数控机床、机器人和工件传输系统组成,有些单元还包括清洗设备。机器人搬运式FMC有以下两种:
1)回转机器人直接搬运的FMC。一般由1—4台车削中心或其他数控机床以及固定安装的回转式机器人和工件存储台等组成,各设备都布置在机器人周围或两侧,工件搬运由机器人自动实现。此类FMC的优点是设有托板及其自动交换系统,设备费用低,但只适于加工回转体零件。
2)龙门式机器人直接搬运的FMC。该类FMC的特点是:可搬运较大较重的零件和其他物料,搬运设备不占场地。
图4所示是由数控机床和工业机器人组成的机器人搬运式FMC,工件的自动交换由机器人来完成。根据数控机床数量的不同有多种组合形式:图4a所示为由数控车床和工业机器人组成的FMC,图4b所示为由数控车磨床和工业机器人组成的FMC,图4c所示为由三台加工中心和工业机器人组成的FMC。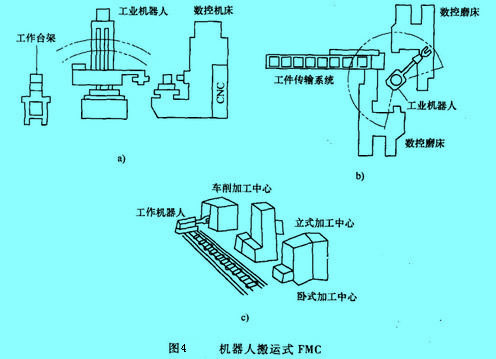
3.可换主轴箱式FMC
这种FMC以多轴加工为主,适于工件品种不多的中、大批量的生产,加工设备一般是可更换主轴箱的组合机床,单元内设有主轴库及其运输交换装置。工件通过托板交换装置从外部系统进入单元,送上圆形回转工作台夹紧,然后由两侧装有相应主轴箱的动力头驱动加工。
4.柔性制造单元的基本功能及应用[1]
1.基本功能
1)自动化加工功能。可以自动完成车削、钻镗、铣削及攻螺纹等加工。
2)物料传输、存储功能。柔性制造单元配备有运行物料存储容量所需的在制品库、物料传输装备和工件装卸交换装置,并有刀具库和换刀装置。
3)自动检验、监控等功能。FMC可以完成刀具检测、工件在线测量或磨损检测监控、机床保护监控等。
4)FMC还有清洗、检验及切屑处理等功能。
2.FMC的应用方式
1)作为独立加工设备使用,其优点有:提高了工件搬运和装夹的效率,减轻劳动强度;机床利用率和加工效率比加工中心高;可实现晚闯无人看管生产,提高机床利用率;可方便地进行多品种零件(单元所限定的零件组范围内)的同时混流生产。
2)作为其他柔性制造系统的基本组成模块。当前柔性制造系统和柔性自动线日趋采用模块化组合方式,以FMC作为其基础模块,优点是可以为柔性制造系统分段建设创造条件。因此,FMC在结构配置和控制等方面都趋于适应组成系统的需要。
3.FMC的应用范围
FMC可以根据需要自动更换刀具和夹具,因此适于多品种、小批量生产。工件的全部加工一般是在一台机床上完成,因此常用于箱体类复杂零件的加工。FMC在汽车制造业应用非常广泛,而且也广泛应用于液压/气动阀类、泵类、电动工具及冰箱压缩机缸体等工件的加工。
柔性制造技术在各工业发达国家已经得到广泛的生产应用。FMC的投资比FMS少而经济效益相接近,更适用于财力有限的中、小型企业。目前,国外众多厂家将FMC列为发展的重点。
4.引入或购置FMC前的技术准备
企业引入或购置FMC前需做以下准备工作:根据生产任务选择适合在FMC上加工的零件,编制FMC待加工零件的情况表,主要内容包括零件外形尺寸,最大、最小加工尺寸和加工要求,所用刀具类型、品种和数量,工装、工时和年产量等。分析比较各种商品化FMC的结构、性能及其价格,选出适当的FMC型号。根据零件情况表作刀具统计,确定刀库容量。一般完成一件中等复杂程度零件的全部加工需30把以内的刀具,考虑留有余地,实现混流生产,宜选60把左右刀具的刀库容量。若考虑更复杂零件的混流生产,则应选100把左右刀具的容量。根据零件情况统计表确定托板库工作台的数量。为保证实现第二、三班无人照看生产,托板库工作台应保证可安装的零件足够使用。对两班制,一般选6个工作台。选购必要附件,如对刀仪、冷却装置及监控装置等。
5.柔性制造单元的实施效益[2]
(1)可以实现24 h连续运转。
(2)增加了设备的柔性。FMC比单台加工中心更容易实现多品种配套加工。
(3)生产利润高。
(4)有利于实现计算机集成生产系统。