1.什么是组合机床[1]
2.组合机床的特点[1]
(1)组合机床上的通用部件和标准零件约占全部机床零、部件总量的70%~80%,因此设计和制造的周期短,投资少,经济效益好。
(2)由于组合机床采用多刀加工,并且自动化程度高,因而比通用机床生产效率高,产品质量稳定,劳动强度低。
(3)组合机床的通用部件是经过周密设计和长期生产实践检验的,又有专门厂成批制造,因此结构稳定、工作可靠,使用和维修方便。
(4)在组合机床上加工零件时,由于采用专用夹具、刀具和导向装置等,加工质量靠工艺装备保证,对操作工人的技术水平要求不高。
(5)当被加工产品更新时,采用其他类型的专用机床时,其大部分部件要报废。用组合机床时,其通用部件和标准零件可以重复利用,不必另行设计和制造。
(6)组合机床易于连成组合机床自动线,以适应大规模的生产需要。
3.组合机床通用部件的分类[1]
(1)动力部件
动力部件是传递动力实现进给运动或主运动的部件,是通用部件中的主要部件,其他部件是以动力部件为基础来配套选用的。动力部件的结构和性能基本上决定了组合机床的使用性能。
在我国组合机床通用部件的新标准中,已经取消了机械动力头和液压动力头,而是以动力滑台为基础组成的动力部件。动力部件包括液压滑台、机械滑台、动力箱、铣削头、镗削头、钻头、液压镗孔车端面头等等。由滑台实现进给运动,在滑台上再安装一个实现刀具主运动的通用动力箱。动力箱前端安装一个专用的多轴箱,用来完成钻、扩、铰、镗、锪窝、倒角、攻丝等工序。动力滑台上还可以安装铣削头、镗削头、镗孔车端面头等。
(2)支承部件
支承部件是组合机床的基础部件,用于支承和连接机床所有部件,由它们组成一定的组合机床,并使这些部件在工作时保持准确的相对位置。
支承部件包括侧底座(侧底座上面安装的是作水平方向进给运动的动力部件)、立柱(安装在立柱上的动力部件是作竖直方向进给运动的)、立柱底座、中间底座(在它上面安装夹具部件)等。侧底座、立柱底座和中间底座之间用键定位,但也允许用锥销定位。
(3)输送部件
输送部件用于完成夹具和工件的移位或转位,包括回转工作台和移动工作台等。在多工位组合机床上必须应用这种输送部件。输送部件的分度和定位精度直接影响多工位组合机床
输送部件用于完成夹具和工件的移位或转位,包括回转工作台和移动工作台等。在多工位组合机床上必须应用这种输送部件。输送部件的分度和定位精度直接影响多工位组合机床的加工精度。
(4)控制部件
控制部件用于控制组合机床,使组合机床按预定的程序完成工作循环。控制部件包括各种液压元件、操纵板、控制挡铁及按钮等。
(5)辅助部件
辅助部件包括用于自动夹紧工件的气动装置、液压装置、机械扳手,以及冷却、润滑、排屑等装置。
组合机床的通用部件按其功率大小分为大型和小型两大类。大型通用部件是指电动机功率为1.5~30 kW的动力部件及配套部件。小型通用部件是指电动机功率为0.1~2.2 kW的动力部件及配套部件。
组合机床的通用部件,绝大多数已有国家标准,并按标准所规定的名义尺寸、主参数、互换尺寸等定型,各种通用部件之间有配套关系。这样,用户可根据被加工零件的尺寸、形状和技术要求等,选用通用部件,组成不同形式的组合机床,以满足生产的需要。
4.组合机床的配置及工艺范围[1]
组合机床的形式很多,根据工件的不同加工要求,采用各种结构的通用部件,就可以灵活地组成各种不同配置(布局)形式的组合机床。按照配置形式,组合机床可分为单工位组合机床和多工位组合机床两大类。
单工位组合机床的特点是,工件只能在一个工位上进行加工,通常是用于加工一个或两个工件,特别适用于大、中型箱体件的加工。根据被加工工件的表面情况,单工位组合机床又有单面加工、双面加工、三面加工和四面加工等几种。
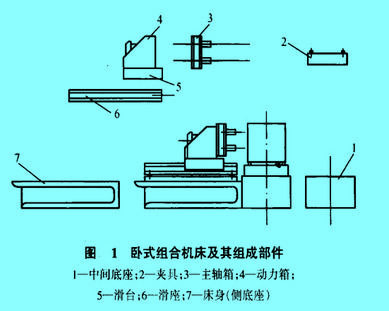
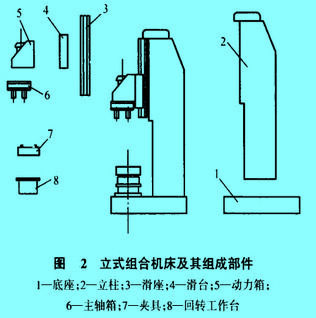
卧式配置的组合机床,动力部件是沿水平方向运动的,这种组合机床多用于加工孔中心线与定位基准面平行而又需要由一面或几面同时加工的箱体件。动力部件沿竖直方向上下运动的配置形式,称为立式组合机床。立式组合机床适合加工定位基准面是水平的,而加工的孔与基准面相垂直的工件。同时配置有沿水平方向和竖直方向运动动力部件的机床,称为复合式配置的组合机床。倾斜配置形式的组合机床主要用于加工倾斜表面。
多工位组合机床的特点是,工件能在几个工位上进行加工。需要多部位加工的中、小零件常用一台多工位组合机床完成工件的全部工序。由于多工位机床的工序集中程度和生产效率高,所以常常用于大批、大量生产中。在多工位组合机床上工件工位的变换,有用人工换装和机动变位两种方式。
组合机床已经在汽车、柴油机、电机、仪表、航空、冶金等行业得到了广泛的使用,组合机床最适宜于大批、大量生产部门,但在一些中、小批生产部门也已开始推广使用。组合机床最适合于加工壳体类零件,如气缸体、气缸盖、变速箱体、机座等。这些零件从平面到孔的全部加工工序都可以由组合机床来完成。
组合机床可完成的工艺有铣平面、刮平面、车端面、钻孔、扩孔、镗孔、铰孔、攻丝、倒角、锪窝、钻深孔、切槽等。随着综合自动技术的发展,组合机床可完成的工艺范围也在不断扩大,除了上述工艺外,还可完成车外圆、车锥面、车弧面、切削内外螺纹、滚压孔、拉削内外圆柱面和平面、磨削、抛光、珩磨,甚至还可以进行冲压、焊接、热处理、装配、自动测量和检查等。
5.组合机床的设计[2]
6.组合机床的发展趋势[1]
1.提高通用部件的水平
通用部件技术水平的主要标准是:品种规格齐全,动、静态性能参数先进,工艺性好j精度高和精度保持性好。目前应注意开发适应强力铣削的大功率动力滑台、高精度镗削头和高精度滑台,以及适应中、小批生产的快调、速换动力部件和支承部件。
2.发展适应中、小批生产的组合机床
在机械制造工业中,中、小批生产约占80%。在某些中批生产的企业中,如机床、阀门行业等,其关键工序采用组合机床。其中机床厂用组合机床加工主轴变速箱孔系,产品质量稳定,生产效率高,技术经济效果显著。发展具有可调、快调、装配灵活、适应多品种加工特点的组合机床十分迫切。转塔主轴箱式组合机床、可换主轴箱式组合机床以及自动换刀式数控组合机床可用于中、小批生产,但这类机床结构复杂,成本较高。
3.采用新刀具
近年来出现了多种新刀具,如具有镀层的硬质合金刀片、立方氮化硼刀具、金刚石刀具、各种可转位的密齿铣刀、喷吸钻头、镶有可转位刀片的“短钻头”等。一般情况下,采用先进刀具的工时为原工时的1/4~1/2。因为提高了刀具的耐用度,所以大大缩短了多刀组合机床停机换刀时间,提高了组合机床的经济效益。
4.发展自动检测技术
自动检测包括对毛坯尺寸和工件硬度的检查、钻孔深度、刀具折断、精加工尺寸和几何形状的检查等。检查方法分为主动检查与被动检查。主动检查是将不合格的工件剔出,使之不往下个工位输送。被动检查则是发现不合格的工件时发出停机信号。目前主动检查应用得日趋广泛。随着电子元件的迅速发展,集成控制器、微处理机的应用,自动检测技术显得更加可靠。自动检测工位要进行数据处理,统计计算以及打印出有关数据或作数字显示。自动检测技术的发展可以把被加工零件的实际尺寸控制在比规定公差更小的范围之内。还可以把加工后的工件按公差带进行分组,以便按分组的公差带装配。实际表明,采用分组装配法提高产品的精度要比单纯提高设备精度更为经济。
5.扩大工艺范围
组合机床除完成切削加工等工序外,还在逐步设计制造用于焊接、热处理、自动装配、自动打印、性能试验以及清洗和包装等用途的组合机床。