1.例外原理概述
2.例外原理的应用
例外原理这一原理可表述为:主管人员越是只注意一些重要的例外偏差,也就是说越是把控制的主要注意力集中在那些超出一般情况的特别好或特别坏的情况,控制工作的效能和效率就越高。质量控制中广泛地运用例外原理来控制工序质量。工序质量控制的目的是检查生产过程是否稳定。
如果影响产品质量的主要因素,例如原材料、工具、设备、操作工人等无显著变化,那么产品质量也就不会发生很大差异。这时我们可以认为生产过程是稳定的,或者说工序质量处于控制状态中。反之,如果生产过程出现违反规律性的异常状态时,应立即查明原因,采取措施使之恢复稳定。
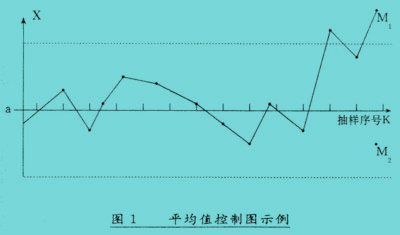
工序质量控制中广泛采用“平均值控制图”来判断工序质量是否处于控制状态。如图1所示。这是一张根据产品质量指标X的分布作出的图形,中间的横线表示质量指标X的期望值,记作a,标记为M1和M2的上下对称的两条平行线,称为置信水平(一般为90%或95%)的偏差控制线。当质量指标X的样本平均值X落在M1与M2所围成的区域以内时,我们有90%的把握认为工序质量处于稳定状态。而一旦X值接连落在上述区域以外时,我们就有理由认为生产过程出了问题。这时,需要尽快查明原因,采取纠正措施。
需要指出的是,只注意例外情况是不够的。在偏离标准的各种情况中,有一些是无关紧要的,而另一些则不然,某些微小的偏差可能比某些较大的偏差影响更大。比如说,一个主管人员可能对利润率下降了一个百分点感到非常严重,而对“合理化建议”奖励超出预算的20%不以为然。因此,在实际运用当中,例外原理必须与控制关键点原理相结合。仅仅立足于寻找例外情况是不够的,我们应把注意力集中在关键点的例外情况的控制上。这两条原理有某些共同之处。但是,我们应当注意到它们的区别在于,控制关键点原理强调选择控制点,而例外原理则强调观察在这些点上所发生的异常偏差。