1.什么是通用零件[1]
通用零件是指能在各种机器中广泛使用的零件。
2.通用零件的修理[2]
一、轴的修理
轴的修理一般包括中心孔的修复、轴颈的修复、轴上螺纹的修复、轴上键槽的修复、花键轴的修复、轴的裂纹和折断的修复以及弯曲变形轴的校直修复。
1.中心孔的修复
中心孔作为轴类零件的定位基准,在修理时,应首先对中心孔进行检查和修复。清除中心孔内的油污和锈蚀;若中心孔壁损坏不严重,特别是带护锥的中心孔当护锥面有轻度损伤时,可用三棱刮刀或什锦油石等进行修整;若中心孔壁锥面变形,不能与顶尖锥面贴合时,可将轴装夹在车床上,按轴颈或其他参考基准找正后,用同样大小的中心钻修整;长期未用或经修整的中心孔应通过硬质合金顶尖用研磨膏进行研磨,这一点对于需要精加工的轴尤其重要。
2.磨损轴颈的修复
磨损轴颈的修复,常用的方法有:按预定的修理尺寸进行修复、用堆焊的方法修复、镀铬修复、镀铁修复和粘接修复。堆焊修复时,在堆焊前用机加工的方法消除几何形状误差,为保证足够的加工余量,堆焊后的轴颈尺寸应比轴颈的公称尺寸大2-3mm。比较重要的轴颈当磨损量较小(一般小于0.4mm)时,可用镀铬修复。镀铁修复是一种成本低、污染小的修复方法,镀层厚度可达1.5mm,硬度可达HB550-650,是一种很有发展前途的工艺。
3.轴上螺纹的修复
轴上螺纹的修复有复扣法、改制法和焊补法等。当螺纹损伤较小时,可用板牙或车削复扣,并通过试拧以防止配合过松;改制法是将原损坏的螺纹车去,然后改制成非标准螺纹,但与之配合的零件也必须更换;焊补法是先将损坏的螺纹车去,用焊补的方法堆焊上一层金属,然后按原螺纹尺寸重新车削。
4.轴上键槽的修复
当键槽只有小的凹痕、毛刺和轻微磨损时,可用细锉、油石等修整;若磨损较大或变形和滚键时,可将键槽扩大或换个地方重新开槽,必要时应将已坏的键槽焊补后再另开槽。扩大键槽时必须注意扩大的键槽仍对称于中心轴线。重新开槽必须考虑轴的结构或强度是否允许。
5.花键轴的修复
当花键磨损较小时,可先将花键部分退火,然后用刃口不锋利的凿子将键齿顶部中间劈开并向两侧挤压,再用电焊将劈缝焊补好,最后进行车制、磨花键和热处理,如图1所示。当花键的磨损量较大时,可用堆焊方法在磨损的齿侧面上堆焊一层材质与轴相同的金属,经车、铣、磨、热处理后使其恢复原尺寸和精度。在实施堆焊时,应采取措施尽量减少因施焊而引起轴的变形。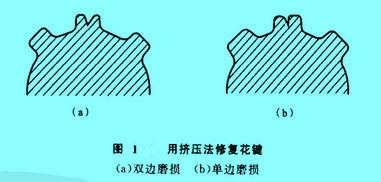
6.轴的断裂和折断的修复
当轴上出现裂纹时,应清洁裂纹部位并开坡口,然后预热并补焊。焊后应立将对焊缝和周围金属加热到500-600℃,并缓冷使其回火,以消除焊接应力,最后进行机加工恢复尺寸。断轴的修复如图2所示,可用对焊的方法、螺纹拧入的焊接方法和圆柱销插入的焊接方法。采用螺纹拧入和销孔插入的方法,螺纹孔和销孔的直径相当于轴径的0,35-0.4倍,其深度应根据轴的结构而定,一般不小于20mm。在对轴上裂纹补焊和焊接断轴时应正确选择焊接材料,并严格按照焊接工艺参数施焊,焊前预热和焊后热处理。当配件来源充足时,应主要采用更换轴的方法。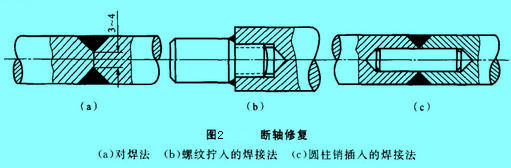
7.弯曲变形轴的校直
轴类零件发生弯曲变形一般用校直的方法修复。校直的具体工艺有:压力校直、火焰校直和延伸法校直。延伸的方法仅适用于轴颈较小、变形不大和未经表面淬火的轴。
二、轴承的修理
1.滑动轴承的修复
常用滑动轴承有整体式和剖分式两种。整体式滑动轴承的修复,一般用更换轴衬并通过镗孔、铰孔或钳工刮削的方法修复,也可以用塑性变形即减少轴衬长度缩小内径的方法修复。剖分式滑动轴承的修复有薄壁轴衬的修复和厚壁轴衬的修复两种。薄壁轴衬常用于转速较高、运动精度要求较高的部位,如发动机曲轴主轴颈轴承和连杆大端轴承等。当薄壁轴衬磨损较轻时,可用撤去轴承两对合面间的薄垫片然后按轴颈刮配的方法修复。更换薄壁轴衬常用选配的方法。在选配时,首先应检查轴承座孔的精度,然后按修磨后的轴颈尺寸选配轴衬,并使轴衬的削分面高出轴承座的剖分面0.025-0.05mm,以保证轴衬外圆与轴承座孔内壁贴紧。厚壁轴衬常用在中小型建筑机械上,可以减少两轴衬对合平面间的垫片或锉修对合面的方法缩小孔径,然后按轴颈进行刮削,使其达到配合要求。
2.滚动轴承的修复
滚动轴承磨损和损坏后,很少进行修复,一般应换用原型号新轴承。但是有些情况也可以进行修理:圆锥滚子轴承可以通过调整压紧螺母或增加(减少)垫片来减小轴承间隙;当轴承内圈和轴颈的配合或轴承外圈与轴承孔的配合松动时,可用电镀的方法对轴承外圈或轴承孔进行修复,但从此电失去了互换性。
滚动轴承的使用寿命与安装正确与否、使用合理与否以及保养有密切的关系。
三、齿轮的修理
齿轮的修复方法有换向法、镶齿法、更换齿圈法、塑性变形法和焊补法等。
不少齿轮往往是单向传动,因此造成单面磨损。当其结构完全对称时,直接翻转180。后安装即可使用。若不对称,可先将齿轮退火,再切下不对称的部分,焊到齿轮的另一侧面去,然后重新对齿轮进行热处理。
对于负荷不大和转速不高的齿轮,当个别齿损坏严重时,可以把坏齿齿根部在铣床或刨床上加工出梯形槽,并把齿坯以一定紧度压入槽中,然后再焊接或用销钉紧固,最后用成型铣刀在铣床上修整出正确齿形。
更换齿圈法,先将齿轮退火,车去全部轮齿,另外制造一个齿圈压装上去,然后用电焊或销钉紧固,最后进行热处理。
塑性变形法,把齿轮加热到800-900℃后放入齿模中加压,使其产生塑性变形,将其他部位的金属挤压到齿的摩损面去,经整形后热处理。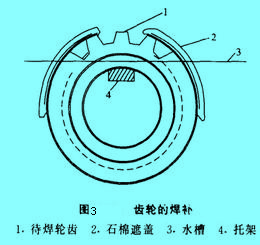
如图3所示,光对轮齿的崩裂部位用细砂轮磨去残缺疲劳层,后堆焊修复。焊补时应把齿轮浸入水中,先进行退火热处理,对于钢制渗碳齿轮,可用20或45钢丝气焊焊补,也可以用低氢型焊条焊补,焊补后通过机加工或手工样板修整齿形,最后重新热处理并用油石精修或用磨料对研。
齿轮轮缘、轮辐、轮毂的裂纹可用焊补、铆接、粘接的方法修复。
四、箱体类零件的修理
箱体零件一般为铸造件,其材料为灰铸铁、可锻铸铁、球墨铸铁和铸铝等。箱体零件的损伤包括变形、裂纹、箱体上紧固件孔壁的损伤、箱体上轴承孔壁表面的磨损和损伤、箱体的剖分面或与端盖的密封面扣合不严和箱体的凸出部分裂纹等。箱体零件的变形和裂纹等损伤,对箱体和箱体上安装连接的零件的工作性能影响较大。
箱体变形对机械工作性能的影响有:使安装在箱体内的齿轮、轴等零件间的相对位置精度(孔的中心距、轴线的平行度和垂直度)遭到破坏,使这些零件的磨损和负荷成倍增大,产生噪声、振动、发热,传动效率降低和耗能增大;使箱体相对于其他有关零件的装配关系发生变化,如输入轴与输出轴连接和安装位置等尺寸变化,从而影响到整机的装配精度;使箱体本身的对合面和其他密封面不平整,从而导致装配后密合不严而漏油、漏气。
箱体零件裂纹对箱体工作性能的影响:裂纹处发生漏油、漏气现象;孔或箱体边缘的裂纹直接影响到配合件的过盈量或装配尺寸;裂纹使箱体的刚度、强度降低,裂纹继续扩展导致箱体破碎。
1.箱体零件的修复次序
保证箱体零件修复质量的关键是保证箱体零件修复后各部尺寸和相对位置关系得到修复。而一些修复方法如焊补等,往往引起箱体的再变形,所以在修复箱体时,应按合理的次序进行,以便能最大限度地消除变形。
常用的修复次序是:
(1)焊补修复,焊补前对工件预热以及施焊时的焊接热量都会引起工件的变形,所以应安排在前道工序。
(2)粘接修复,因粘补时某些粘接剂也需要加热固化,因而也可能引起工件的变形。
(3)恢复整修加工基准,并检测变形情况。
(4)钳工修补,整形加工和镶套等机加工。
2.箱体零件的修复
(1)裂纹的修补。裂纹的修补可用钳工修补、焊补和粘补等方法,但不论用什么方法对裂纹进行修补,都必须在裂纹两端钻止裂孔以防止裂纹的扩大。同时也必须清除裂纹附近的油污、氧化皮等。钳工修补主要应用于不太重要的部位的裂纹修补,常见的方法有帮板加固或扣键锚固的方法,如图4所示。对箱体零件进行焊补时,应严格按照焊接工艺参数进行,并采取“加热减应”和其他减小应力防止变形的措施。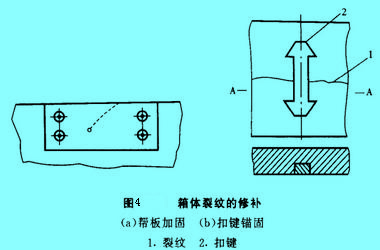
(2)箱体上孔的修复。箱体上的孔发生磨损或其他内表面损伤时,可用轴或轴承与孔恢复配合精度的方法修复。当孔壁磨损不大时,可对孔壁或轴颈和轴承外圈镀铬修复;当磨损较严重时,采取镶套的方法,对有些镶有衬套的孔,可用更换或修复衬套的方法。在修复孔时应与箱体的整形加工统盘考虑,即应考虑孔的中心距和中心线间的平行度误差。
(3)箱体的整形加工。箱体的整形加工是一种精细加工。要求保证加工精度并尽可能地少切去金属。由于箱体的整形加工余量相当微小,加之原加工定位基准由于变形已不能再次使用。因此,在选定整形加工的定位基准时,必须选择箱体的关键部位,如孔中心轴线等作为定位基准对原加工定位基准进行修整,然后再以修整后的定位基准进行定位。一般箱体整形的加工余量只能利用前道加工工序的尺寸偏差或适当借用尺寸链中某一不重要的尺寸公差带来获得。
当箱体的贴合面密封不严时,常常是因箱体的变形引起平面翘曲造成的,一般修复可用钳工刮研、磨削或镗削等方法。